6.3. Технология сушки и окускования марганцевых концентратов |
Содержание > ГЛАВА 6. Электрометаллургия марганцевых ферросплавов > 6.3. Технология сушки и окускования марганцевых концентратов
Обогатительные фабрики производят марганцевые концентраты мелкой фракции и высокой влажности.
Сушка. Применение мелких и влажных концентратов снижает производительность и ухудшает технико-экономические показатели электропечей, что усложняет их обслуживание, поскольку высокая влажность является источником образования в печи водорода.
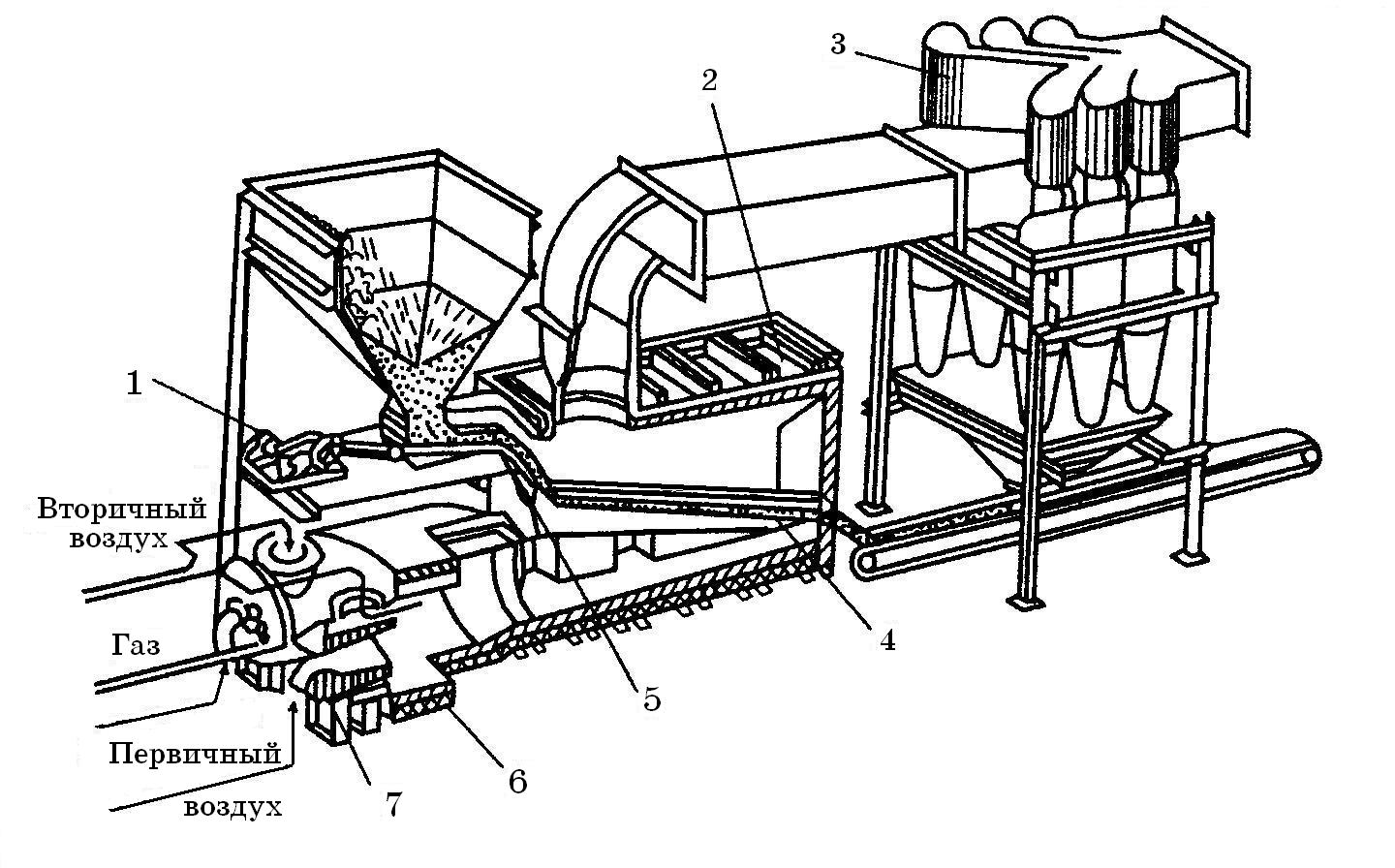
При подготовке концентратов к электроплавке их сушат в печах кипящего слоя (КС) (рис. 6.16), снижая влажность до 9%. Печи типа КС характеризуются следующими показателями: производительность печи по сухому концентрату 61,5 т/ч; исходная влажность концентрата 15,4%; скорость движения газового потока 7,6 м/с; высота слоя материала на решетке 8 мм; температура продуктов сгорания под решеткой 600оС; продолжительность сушки 70 с; перепад давлений в слое 800 Па; расход природного газа на 1 т влажного концентрата 7,66 м3; расход тепла на 1 кг испаряемой влаги 3500 Дж; удельный влагосъем 580 кг/(м2∙ч); температура отходящих газов 100оС, выгружаемого концентрата 100оС.
Рис. 6.16. Установка для сушки марганцевых концентратов:
1 – кареточный питатель; 2 – камера; 3 – циклон, 4 - газораспределительная решетка; 5 – направляющий лоток; 6 – камера смешения продуктов сгорания с воздухом; 7 – горелки (конструкции проф. А.И.Иванова, НДТУ)
Агломерация. Технологическая схема потоков исходных материалов, шихты и оборудования цеха агломерации марганцевых концентратов на ОАО «НЗФ» представлена на рис. 6.17.
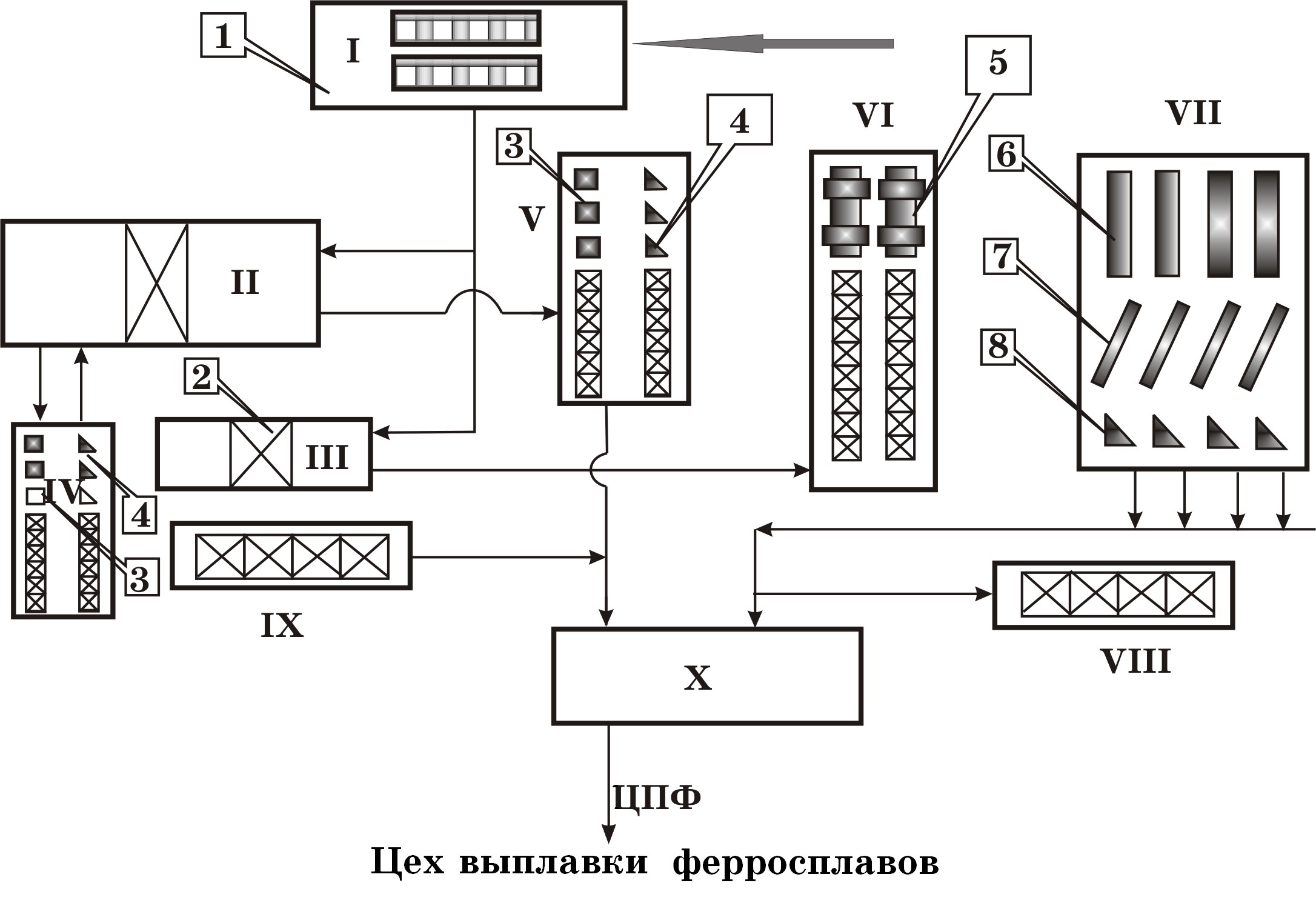
Рис.6.17. Технологическая схема потоков и оборудования аглоцеха НЗФ: I – корпус вагоноопрокидывателей; II, III – склад сырьевых материалов №1 и №2, соответственно; IV, V – корпус подготовки материалов №2 и №1, соответственно; VI – корпус шихтовых бункеров; VII агломерационный корпус; VIII – узел отгрузки агломерата; IX – узел разгрузки хопперов; X – центральный распределительный пункт; 1 – роторный вагоноопрокидыватель; 2 – грейферные краны; 3 - четырехвалковые дробилки кокса; 4 – коксовые грохота; 5 – смесительные барабаны;
6 – агломашины; 7 – линейные охладители агломерата; 8 – грохота агломерата
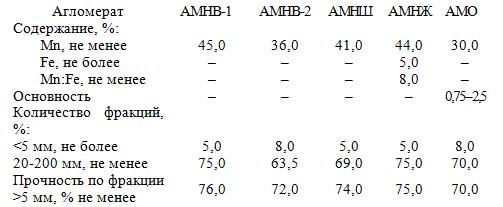
Марганцевый агломерат можно производить двух видов: неофлюсованный и офлюсованный, технические требования к качеству которых приведены ниже:
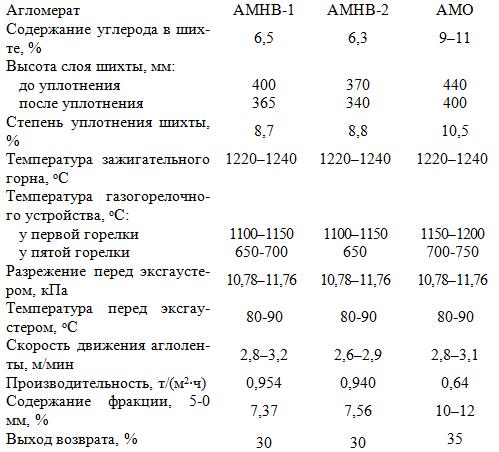
Агломерат АМНВ-1 спекают из смеси окисного концентрата I сорта и смешанных марганцевых руд I сорта. Агломерат остальных марок получают из концентрата окисных, смешанных и карбонатных марганцевых руд, взятых в различных соотношениях. Ниже приведены технологические параметры процесса агломерации марганцевых концентратов:
Химический состав агломерата производства аглофабрики НЗФ приведен в табл. 6.7.
Удельная производительность агломерационной машины при спекании агломератов АМНВ-1 и АМНВ-2 в настоящее время достигла 1,2 т/(м2∙ч). На 1 т агломерата расходуется 1200 кг марганцеворудного сырья, 120 кг кокса, 5,6 м3 природного газа; расход электроэнергии 90 кВт∙ч.
Брикетирование. Технологическими параметрами брикетирования являются влажность шихты 3,5–6,0%, количество связующего (лигносульфата) 8–10% для рудных и 7–8 % рудоугольных брикетов, температура сушки 130–140оС и минимальное давление прессовании 9,6 МПа. Присутствие углеродистого восстановителя в брикетах резко повышает температуру начала размягчения брикетов до 1250–1400оС (750–850оС для рудных брикетов).
Таблица 6.7. Химический состав, %, марганцевого агломерата производства аглофабрики НЗФ
Окатывание. Разработан безобжиговый метод получения окатышей из флотационных и других концентратов, при котором упрочнение окатышей диаметром 12–15 мм достигается низкотемпературной сушкой. Обжиговый метод предусматривает нагрев до 1150–1220оС. При этом образуется жидкая фаза, цементирующая компоненты окатыша.